


膠印機(jī)操作中經(jīng)常出現(xiàn)的問題及解決方

-
小墨鍵開度/ 大墨槽輥轉(zhuǎn)幅
-
墨槽中墨量會(huì)影響出墨
-
印刷速度會(huì)影響出墨量
-
墨輥兩側(cè)給墨之重要性
-
預(yù)打墨與預(yù) 放 墨的控制
-
前一印件殘余墨量之處理
-
墨流不斷向下集中在靠版輥上
-
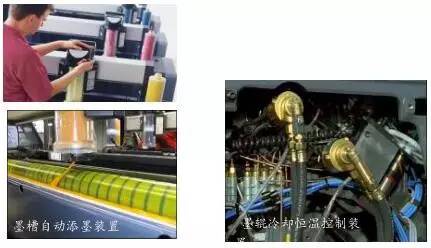
墨輥冷卻恒溫控制系統(tǒng)
-
自動(dòng)油墨添加系統(tǒng)
-
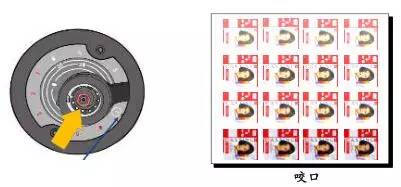
松開螺絲后,印機(jī)向前點(diǎn)動(dòng),深墨量位置向版尾移動(dòng);反之則向版頭移動(dòng)
-
白色與紅色差 別: : 串動(dòng)輥起始時(shí)間由左邊移到右邊


-
串墨幅度調(diào)整
-
串墨起始時(shí)間調(diào)整
-
螺絲松開后需點(diǎn)動(dòng)印 機(jī), , 改變串墨時(shí)間
-
最佳調(diào)整位置: 五點(diǎn)鐘位置

-
重新檢查水墨輥壓力設(shè)定
-
檢查是否墨輥表面太光滑
-
調(diào)整串墨輥時(shí)間
-
改用大轉(zhuǎn)角小墨鍵開度印刷
-
更換標(biāo)準(zhǔn)直徑新墨輥


1. 影響重開機(jī)損耗
2. 串墨輥停止串動(dòng)是好方法

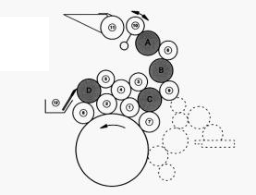
1. 退壓後, , 串墨輥立即停止串動(dòng)
2. 退壓後, , 墨輥系統(tǒng)分離成三段
3. 短墨路系統(tǒng)
-
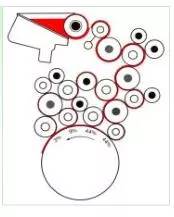
串動(dòng)勻墨輥帶動(dòng)所有墨輥轉(zhuǎn)動(dòng)
-
勻墨輥與版筒有相同齒距
-
勻墨輥直徑須與齒輪櫛圓圓周相同
-
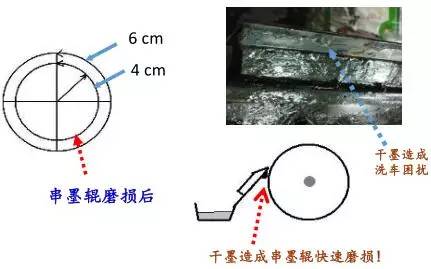
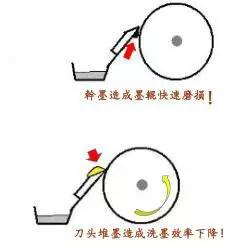
洗墨刮刀會(huì)加速串動(dòng)輥磨損
-
洗墨刮刀背面干墨問題
-
刮刀槽之清理

-
靠版輥開使始磨版
-
墨輥產(chǎn)生內(nèi)部磨擦, , 開始發(fā)燙, , 油墨軟化
-
水量增加, , 油墨開始乳化
-
印刷色彩開始不穩(wěn)定
-
洗車水只淋到距墨輥兩端2 2 公分處
-
墨輥兩端必須謹(jǐn)慎減少洗車水量
-
絕不淋下過多洗車水
-
3 2/3 淋洗車水法
-
墨刀背面不可有干墨附著
-
墨刀鏟墨口不應(yīng)有墨堆積
-
洗墨后段應(yīng)加入清水, , 洗出紙粉與膠質(zhì)